Cihazın çalışma prensibi nedir ?
İş parçasına, yüksek genlikli enerji uygulamak için düşük frekanslı titreşimler taşıyıcı olarak kullanılır. Uygulanan yoğun vibrasyon ile oluşan yük, mevcut stres paternleri ile çakışarak, artık stresin tepe değerinde iyileştirme sağlar. Bu sayede iş parçası ölçüler açısından stabil hale gelir ve gelişi güzel distorsiyona uğrama durumundan kurtarılmış olur.
Rezonans Frekansında Titreşim metodu ne kadar etkindir ?
Artık streslerin vibrasyonla giderilmesi için bulunan en etkin yöntem rezenons frekansında uygulanan vibrasyon metodudur. Harmonik altı titreşim metoduna kıyasla gerilim dağılımını düzenlemede daha çok faydası bildirilmiştir. Kaynaklı imalatta da yüksek genlikli titreşimler kayda değer bir şekilde artık stresin tepe değerini, kabul edilebilir bir değere düşürür.

Uygulamada herhangi bir sınırlama söz konusu mudur ?
Uygulama için bazı sınırlamalar söz konusudur, ilk olarak ekstrüzyon uygulamalarında ve soğuk çalışma parçaları için vibrasyonla gerilim giderme metodu tavsiye edilmez. Çok geniş, çok uzun ve açık uzay yapısındaki parçalar için birkaç ayrı noktadan uygulama yapmak gerekebilir.
Çok sayıdaki çok küçük parçalar için tek tek vibrasyon uygulamak yerine termal metod tercih edilebilir. Kaynaklı imalatta, vibrasyon metodu kaynak esnasında uygulanmak istenirse genel kullanımda olan şu kaynak metodları çalışmaya uygundur. SMAW ( Shielded Metal Arc Welding ),GMAW ( Gas Metal Arc Welding )
GTAW(Gas Tungsten Arc Welding ) Bunların dışındaki diğer özel kaynak teknikleri için kaynak esnasında çalışmaya elverişli olmayabilir. Kaynak sonrası uygulama yapılmalıdır.
Hangi metaller için kullanabilirim ?
Uygulama alanı demir (ferrous) ve demir-dışı ( non-ferrous) metallerin hemen hemen hepsini kaplar.
Tipik olarak uygulanan metaller karbon çelikleri (carbon steels), paslanmaz çelikler (stainless steel) , alüminyum, demir döküm (cast
iron), alaşımlı çelikler vs. Burada sayılan metaller sadece birkaçıdır ve metaller üzerinde uygulanacak dövme,kalıpta dövme, döküm,kaynaklı imalat, taşlama ve diğer işlem işlemler için kullanılabilir.
İşlemin tamamlanıp tamamlanmadığını nasıl bilebilirim ?
Her alanda olduğu gibi vibrasyon metodu uygulaması konusunda da talimatlara uymak başarılı sonuç almamızı sağlar. Termal metod uygulamalarında oluşan tecrübe ile parçanın kalınlığına göre belirli bir ısının belirli bir süre parçaya verilmesi yolu takip edilir. Termal olmayan yani vibrasyonlu metodda ise uygulama zamanı parçanın ağırlığı esas alınarak belirlenir. Burada parçaya tutturulan başka ekler, yardımcı parçalar varsa bunların ağırlığını da hesaba katarak kümülatif ağırlık üzerinden işlem yapılmalıdır. Bu hesaba göre minimum zamandan az olmamak şartıyla iş parçasına titreşim uygulandığında işlem tamamlanmış olur.
Bir iş parçası için gerilim giderme işlemini ne zaman uygulamalıyım ?
İş parçasının ulaşılabilir olduğu hemen hemen her aşamada gerilim giderme işlemi uygulanabilir. En tipik uygulamalar imalatın önemli aşamalarında gerçekleştirilir, örneğin kaba işleme, delik delme, taşlama vs. Kaynaklı imalatta ise gerilim giderme işleminin kaynak esnasında uygulanması, artık stresin birikmesine engel olduğu gibi,kaynak kırılma ve bozulmalarınında önüne geçer.
Kaynak parçalarının füzyonu esnasında kısa zaman diliminde yüksek sıcaklık derecelerine ulaşılır ve bu durumda artık stresler daha dinamiktir onun için kaynak esnasında yada kaynaktan hemen sonra uygulanması tavsiye edilir, bu mümkün olmuyorsa bir program dahilinde günlük temele dayanan periyotlar ile uygulanması da söz konusu olabilir. İmalat ile gerilim giderme işlemi arasındaki zaman arttıkça distorsiyona bağlı sorunlarla karşılaşma riski artar. Büyük değerlerdeki artık stresin kaynaklı aksamın metal yorgunluğunu artırarak, malzeme ömrünü düşüreceğini göz önünde bulundurarak, gerilim giderme işlemini çoklukla uygulamanın iyi olacağı düşünülebilir.
İşlem ne kadar sürer ?
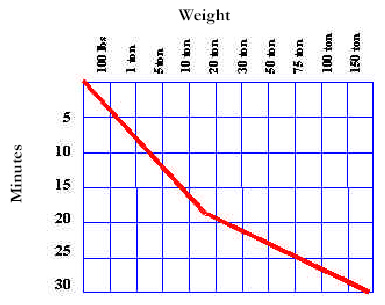
İşlem süresi,işleme tabi tutulacak iş parçasının ağırlığına göre belirlenir. Bu süre onbeş dakika olabileceği gibi, parçanın büyüklüğü dikkate alınarak işlemi birkaç noktadan tekrarlama ihtiyacına göre bir saat veya daha fazla da sürebilir.
Gerilimin giderildiğini nasıl bilebilirim ?
Doğrudan sonuç veren ve denemeye değer olan yol, iş parçası ölçülerinde bir kararsızlık olup olmadığı probleminin basitce çözülmesidir.Son derede görünür olan bu yol için standart ölçüm teknikleri ile parçanın önceki hali ile son hali karşılaştırılır. Bununla birlikte, birçok gerilim giderme uygulamasında boyutsal problemler ile karşılaşmayız, parçanın önceki hali ile sonraki hali aynı olarak karşımıza çıkar. O zaman ne yapacağız ? İşlemin ne kadar başarılı olduğunu bize bildirecek basit bir yol var mı ? Maalesef hayır . Gerilimin giderilip giderilmediğini basit bir şekilde gösteren bazı metotlar ileri sürülmüşse de bunlar teknik açıdan zayıf ve bilimsel destekten yoksundur. Bunlar arasında motor akımındaki değişimin bir gösterge olduğunu belirtenler olduğu gibi parça stresten arındıkça sertliğinin artacağını ve vibrasyon frekansının değiceğini yada parçanın uygulama sırasında vibrasyon frekansında doğal olmayan değişimlerden sonra doğal bir değişim ritmi yakaladığını, bu noktada gerilimin izale edildiğini söyleyenler de olmuştur. Biz ise o kadar basit olmamakla beraber bu işleme delil getirilebileceğini biliyoruz. Doğru analitik gereçler kullanarak, gerilim giderme işleminin verimi sayısal olarak elde edilebilir.Gerilim gidermek için, ister termal metodu ister vibrasyon metodunu ister diğer kriyojenik metodlar kullanın, gerilimin giderilip giderilmediğini anlamak için aynı bilinen ve geliştirilmiş analitik gereçlere başvuracaksınız. Bu nokta önemli çünkü, sağlıklı bir tespit için bilmemiz gereken sadece stres yoğunluğunun değeri değil, aynı zamnda bu stresin parça üzerinde gerilmeye mi yoksa sıkışmaya mı neden olduğu. İhtiyaç duyduğumuz tüm bu parametreleri, üç boyutlu bir parça için tespit edecek basit bir araç yada teknik bulunmamakta. Ama bu konudaki araştırmacıların kullandığı ve bizim de desteklediğimiz detaylı ölçüm tekniklerinden bahsetmek mümkün. Bu sınıftan olmak üzere ASTM ( American Society for Testing and Materials ) kuruluşunun E915-83 protokolü ile yapılan X-Ray Diffraction testi tavsiye edilebilir. ( X ışını ile çıkarma ). Ayrıca ASTM E837-85 ye göre,yüksek hızlı matkaplama ile gerginlik kalibrasyonu da uygulanabilir yada ferromanyetik metaller için Barkhausen Noise Analysis metodu kullanılabilir. Son kısımda bahsettiğimiz teknikler kullanılarak gerilimin ne düzeyde giderildiği tespit edilebilmektedir.
Cihazın kurulumu ve kullanımı zor mudur ?
Tam anlamıyla değil. Elbette işlem sırasında uyulması gereken bazı kurallar vardır. İlk gereksinim iş parçasının izole edilmesidir. Bunu olabildiğince pratik bir şekilde yapmalı ve parçayı titreşimi alabileceği hale getirmelisiniz. Bunun mümkün olmadığı durumlarda, vibrasyon ünitesini çalışma alanına mümkün olduğunca yakın bağlayın. Vibrasyon enerjisinin iş parçasına tam olarak verilebilmesi için, vibrasyon ünitesi parçaya direkt bağlanmalıdır. Bunu sağlamak için mengeneler veya civata ile bağlantı sağlanmalı yada diğer yardımcı elemanlar kullanılmalı. Tüm bu şartlar sağlandıktan sonra zaman-ağırlık grafiği yardımı ile uygulanacak vibrasyon süresi belirlenmeli ve minimum dan az olmamak şartı ile uygulanmalıdır. Parçaya zarar verecek aşırılıkta olmamak şartı ile uzun süreli bir uygulamada tercih edilebilir. Cihaz personeliniz tarafından, fabrikada yada açık alanda kolayca kullanılabilecek şekilde tasarlanmıştır.
Hangi büyüklükteki parçalar için uygulanabilir ?
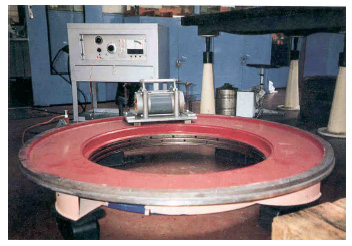
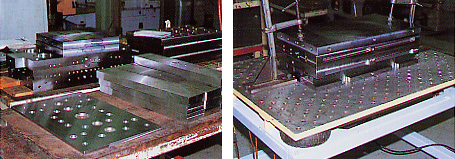
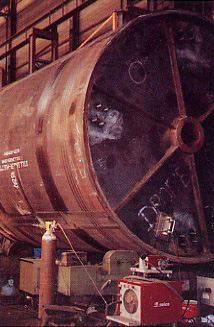
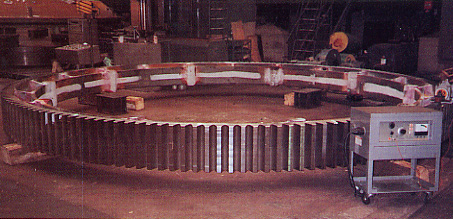
“Formula 62” cihazı çok çeşitli şekil ve büyüklükteki parçalar için örneğin kalıplar,şaftlar ve dişliler için kullanılabildiği gibi termal metod fırınları için fazla büyük olan kaynaklı imalat ve diğer iş parçaları içinde kullanılabilir.
Bu cümleden olmak üzere Formula 62 nin çalışma aralığını 0.5 kg ile 150 ton arasında olduğunu söyleyebiliriz. Küçük parçaları toptan işleme tabi tutabilmek için özel vibrasyon masası tasarlanmış olup, bu sayede aynı anda birden fazla parçayı işleme tabi tutarak zamandan ve enerjiden tasarruf mümkün olabilmektedir. Bu masanın kapasitesi 910 kg. a kadardır.
Bu metod termal gerilim giderme metodunun yerini alabilir mi ?
Termal gerilim giderme metodunun kullanıldığı durumda hedeflenen sadece boyutsal stabiliteye ulaşmaktır, ama vibrasyon metodunu kullanmakla daha efektif sonuçlar alabiliriz. Bu metod üreticiye aynı zamanda extra faydaları da getirir , örneğin üretim sürecinin çeşitli aşamalarında uygulama fırsatı sağlar, bunu termal metodla yapmak hem her zaman mümkün olmaz hem yakıt,nakliye gibi etkilerden dolayı daha masraflıdır. Termal metodla gerilim giderme her metal için uygun değildir ve çoğu metal için ciddi kısıtlamalar vardır. Bu ve buna benzer etkiler vibrasyon metodunu daha iyi bir tercih kılmaktadır. Örneğin AWS ( American Welding Society ) D1.1 şartnamesi A514, A517, A709 alaşımları ve Grade 100 malzemeler için termal gerilim gidermeyi tavsiye etmez. Diğer carbon yada düşük alaşımlı çelikler, termal metod ile mikro yapılarında istenmeyen değişikliklere uğrayarak, mekanik özelliklerinde değişme gösterip beklenmeyen sonuçlar doğurabilir. Isı ile yapılmak istenen bir gerilim giderme işlemi için ek olarak düşünülmesi gereken faktörler şunlardır ; distorsiyon, oksidasyon, korozyon direncinin kaybolması, tanecikli yapının kırılması. Termal metod sanıldığının aksine mükemmel değil sadece iyidir ve başka metodlara yerini bırakması her zaman söz konusudur.
Şartnameler açısından vibrasyon metodunun durumu nedir ?
Şartnamede bir ısıl işlemin talep edildiği durumda talep edilen ısıl işlem sadece gerilimi giderme amacına yönelik ise ihale sahibi firmaya danışılarak bu işlem vibrasyon metodu ile değiştirilebilir. Şayet talep edilen ısıl işlem gerilim gidermenin yanında metalin mekanik ve metalurjik özelliklerini ısı ile değiştirmeyi de hedefliyorsa, bu durumda ısıl işlemin vibrasyon metodu ile değiştirilmesi söz konusu olmaz. Mevcut şartnameler vibrasyonla gerilim giderme metodunun lehinde veya aleyhinde değildir.
|